-
Additive
Manufacturing
for Sand Casting
Sand Casting Patterns
Sand Casting patterns printed for our customers
The foundry industry makes cast metal products. Metal casting involves pouring molten metal into pressed sand patterns. The sand patterns get made by impressions of metal or wooden patterns. There are two basic variants of sand casting – green sand casting and no bake casting.
Green sand casting: This is the most common of the sand casting process. Moulds made of sand are low cost. They have adequate refractory properties that cater to most metals. Mould boxes or flasks hold the sand. The sand is then compacted around wooden or metal patterns, cores and runners. This creates the mould with proper shape structure and internal cavities. There are also runners or pathways made within the mould, for metal to flow.
Green sand casting is more popular than no bake casting. Around 70% of sand casting foundries use green sand process. This process is also amenable to automation. There are several types of equipment available for automated green sand compaction and casting.
No bake casting: No bake casting process is versatile. This process is amenable to very large sizes of castings. It has good dimensional tolerance. Sand gets mixed with a binder and a catalyst to form a rigid, strong, brick-like mould.
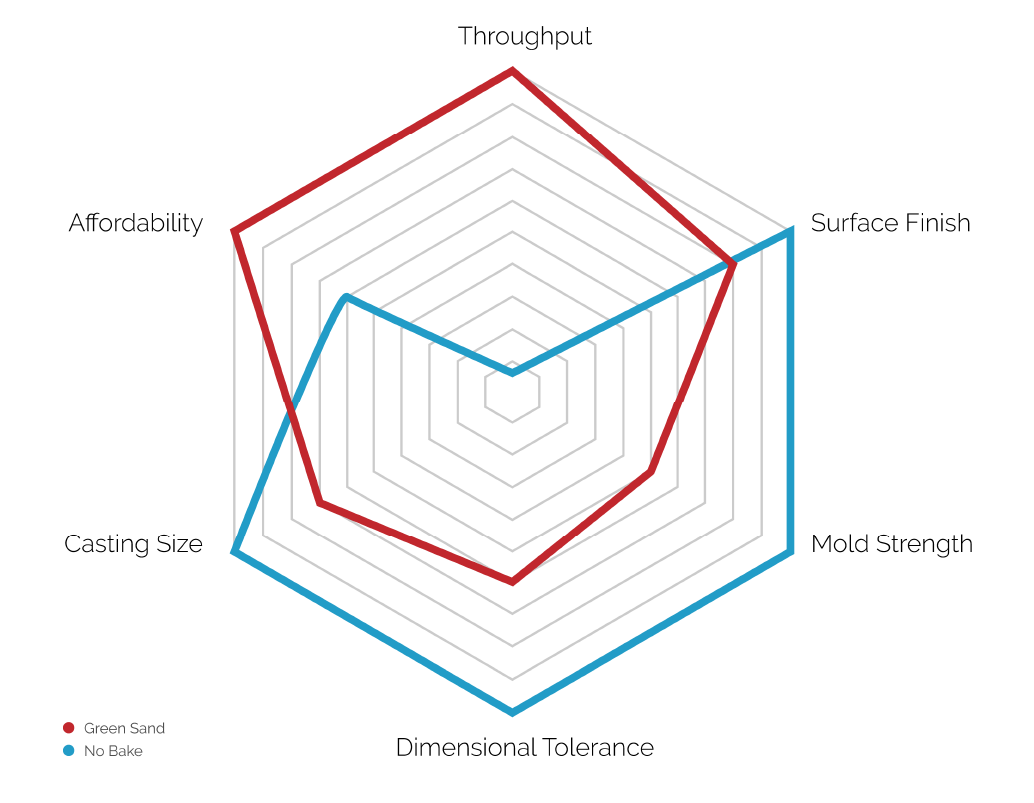
Here is a comparison table between the green sand and no bake processes.
Traditional
Sand Casting
of Metals in the
Foundry industry
Metal Casting Process: Green Sand Vs No Bake
Additive manufacturing for Foundry
Additive manufacturing is a serious alternative for the metal casting process. 3D printing enables printing of patterns direct without making moulds. This reduces the process steps. Mould costs are among the highest in the total cost structure.
3D printed patterns, core boxes and runners are suitable for both green sand and no bake processes. In the case of no bake process, the lifetime of the patterns will be longer due to less abrasive wear.
Sidestepping the mould making process means it is now faster and cheaper to make products. This gives foundries the following advantages:
- Pattern printing can happen in a day or two instead of several weeks for the mould.
- Mould costs are completely averted.
- Since pattern costs are low, the number of prototypes can be higher.
- Low volume jobs become profitable.
- Customisation of existing parts is now possible. So product variations are no longer a problem.
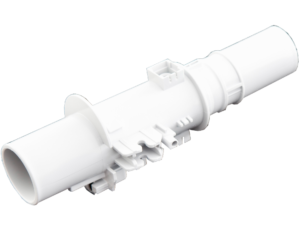
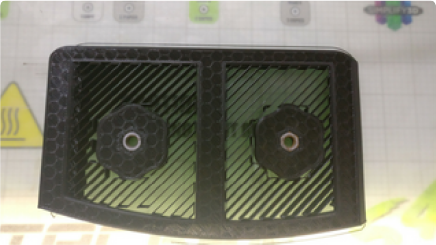
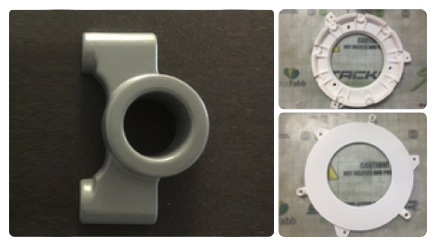
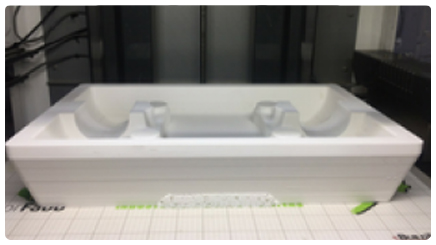
Here is an example of the parts that can be printed for casting a valve:
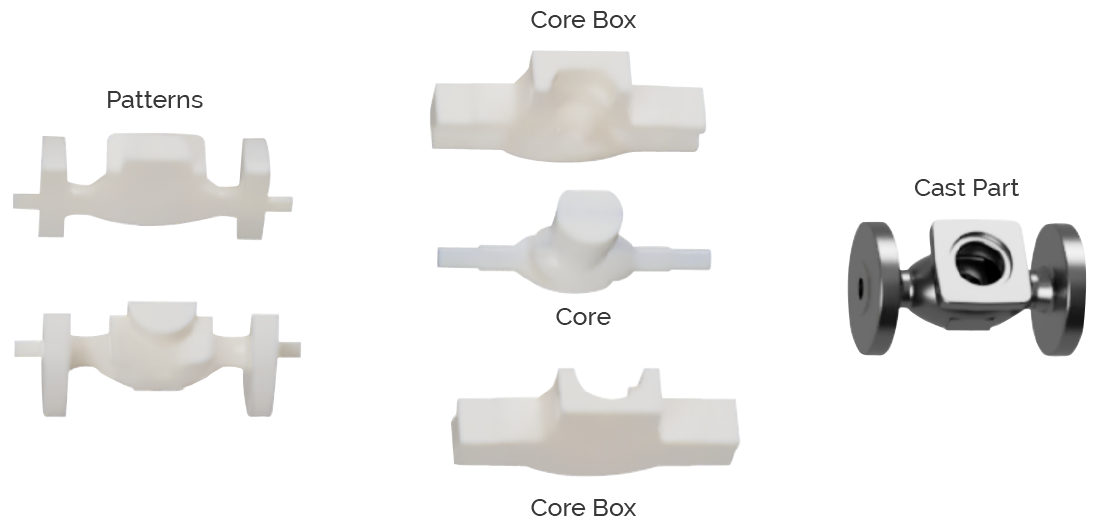
Making of Foundry patterns and other parts
.embed-container { position: relative; padding-bottom: 56.25%; height: 0; overflow: hidden; max-width: 100%; } .embed-container iframe, .embed-container object, .embed-container embed { position: absolute; top: 0; left: 0; width: 100%; height: 100%; }
For more information on how you can adopt additive manufacturing for foundry business, please email us by clicking on this link.
Quick Quote
Do you need a quick quote for your parts?
Click on the link below or the “Quick Quote” button on the right, fill in your details and upload your design files. We will get back to you on the same day.